3.03 - Operations Process Design – Summary
Overview
Many manufacturing processes have evolved haphazardly over a number of years. Strategies originally aimed at low variety high volume manufacture often need replacing with high velocity, low volume short life strategies, requiring quick change-over manufacturing systems. Incremental change over many years without fundamental restructuring often results in enormous complexity, and failure to meet competitive needs. Traditional, specialised, single product production facilities with specialised job structures, such as advocated by F W Taylor, cannot meet market demands. To rely heavily on fire-fighting, rather than designing long term systems engineering solutions, is false economy.
Typical Problems
- Excessive stocks
- Excessive manufacturing times
- Below average quality
- Inability to cope with frequent new product introduction
To make effective use of quality circles and powerful improvement methodologies it is necessary to use cellular team strategies.
Typical Targets to meet world class competition
- To reduce stocks by 75%
- To reduce overhead staff by 50%
- To reduce lead times by 80%
- To improve quality levels by 75%
- To reduce the number of specialist job grades by 70%
- To reduced no added value or wasteful activity by 60%
- To introduce best practice methodologies and working routines
The Process
This is not a specialised productivity improvement process. It is a multi-functional activity involving staff with skills in marketing, finance, manufacturing, systems, engineering, product design, purchasing, quality engineering etc. The methodology involves a systematic five-step approach with a main aim of simplification.
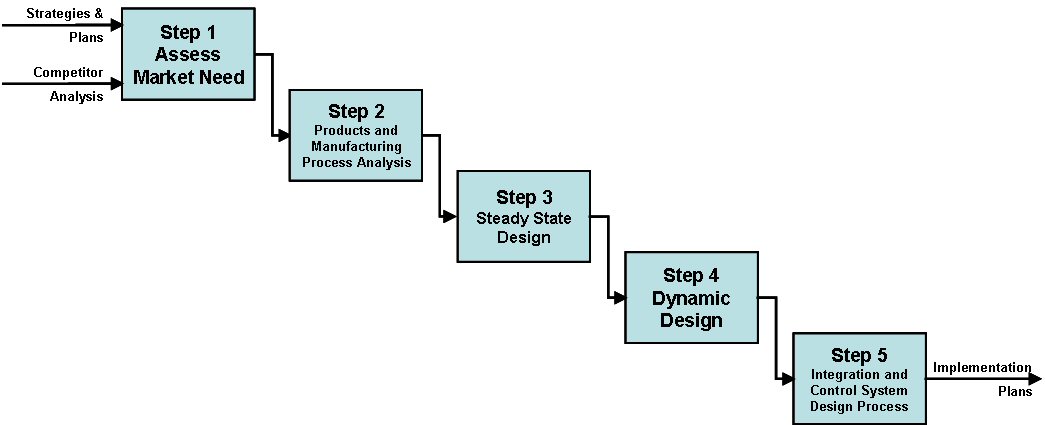
- Review marketing and business strategy and set world class performance targets based upon competitiveness analysis of good practice in other companies.
- By rigorous engineering analysis, the current engineering manufacturing system is evaluated using such tools as input-output analysis and flow chart analysis, from-to analysis and waste identification. The manufacturing requirements are characterised by volume, variety, lead-time and stock profiles. The critical runner, repeater, stranger flow patterns are then determined as well as process capabilities, changeover times and tooling statistics.
- Steady state design is evaluated for average volumes rates and product mix needed to meet market demand, typically over three years. The principle of natural team grouping is used to create cellular manufacturing systems with defined customer-supplier relationships. Mixed mode product manufacturing system designs help ensure economy of scale and robustness, should individual products fail to reach economic sales volumes. Flexible job structures and associated training programmes are defined. Cellular product unit structures are designed including a supplies module or cell, based on analysis of volume and variety of products, sub-systems and components.
- Dynamic design. Here the averaged steady state design is modified to allow for change, variation, and maintenance requirements etc., and flexibility, to allow for volume and product mix changes.
- Integration and control systems specification and design. Cellular materials flow sequencing mechanisms such as Kanban or period flow, create a basis for the application of the five-element material flow control package. This incorporates runner – repeater – stranger classification levelled scheduling, standard meeting design, and materials flow control organisation mechanisms and allows for modifications of any MRP II package to facilitate JIT-MRP operation.
A best practice comprehensive training programme training and change programme and support methodology must be applied:-
- Diagnostic audit
- Training workshop for the executive team
- Target Setting
- Task force set-up by the executive team, supported by experienced manufacturing systems engineers and comprehensive life-cycle support systems
- Training of task forces and transfer of world’s best practice methodology
- Setting-up of a disciplined project management structure
- Installation of a quick hit programme leading to continuous improvement practice installation
- Regular design project reviews with further regular training plus follow-on design for manufacture, war on waste activities and so on.
- Implementation project support
- Post implementation regular audits against a structural check-list
- Follow-on support projects – IT/IS strategy, quality systems, change control systems, materials flow management systems etc.
Good, determined leadership from the General Manager and his team over a one to two year period is essential for success. Disciplined project management and a manufacturing change management structure are required.